


-
-
Все категории
-
Навигация

Место под рекламу

-
-
Болт ГОСТ 15590-70
Опубликовано: 12.10.2018
Болты с шестигранной уменьшенной головкой ГОСТ 15590-70 нашли свое применение в изготовлении мебели, строительстве, общем машиностроении, при ограничении пространства. Болты с шестигранной головкой уменьшенного размера выпускаются в четырех вариантах исполнения. Болты производят с длиной до 300мм, диаметром резьбы от М6 до М48 с крупным и мелким шагом.

В двух вариантах исполнения болт имеет контровочные отверстия, которые обеспечивают прочность соединения и препятствуют самоотвинчиванию продукции под воздействием испытываемых в процессе эксплуатации нагрузок. Высверливание выемки в головке болта (вариант исполнения 2) позволяет уменьшить массу соединения и снизить вес конструкции.
Болты выпускают классов прочности - 3.6; 4.6; 4.8; 5.6; 5.8, 6.6; 6.8; 8.8; 10.9; 12.9, класса точности С. Классы точности имеют различие по параметрам шероховатости поверхности изделий, в том числе в резьбовой части, головке и стержне. Для болтов, имеющих класс точности С, величина зазора между диаметром установочного отверстия и диаметром болта может составлять от 1 мм до 1,5 мм. Данный класс точности присваивается крепежным изделиям, которые применяют для создания малоответственных соединений. С целью улучшения центрирования стержневой части изделия в отверстии соединяемых узлов и механизмов, болты выпускают с направляющим подголовком.
В производстве болтов ГОСТ 15591-70 используются углеродистые и легированные стали, марок – 3кп, Ст3, 5кп, Ст5, 10кп, Ст10, 20кп, Ст20, Ст35, 20Г2Р, Ст45, 40Х, 40ХНМА, 30ХГСА.
Метизную продукцию производят методом холодной штамповки на высадных штамповочных агрегатах, с промежуточной и окончательной шестигранной формой головки, получением стержня, требуемых размеров, с формированием фаски.
Для создания фаски используется специальное дополнительное приспособление встроенное в высадочный автомат, что упрощает процесс производства. Резьба накатывается на резьбонакатном автомате с использованием накатного инструмента (плашек).
Для производства болтов могут быть использованы следующие технологические процессы:
без редуцирования; с однократным редуцированием; с двукратным редуцированием; с выдавливанием и редуцированием.Как правило, в процессе производства, болты не подвергаются термической обработке и нанесению защитного слоя цинка.
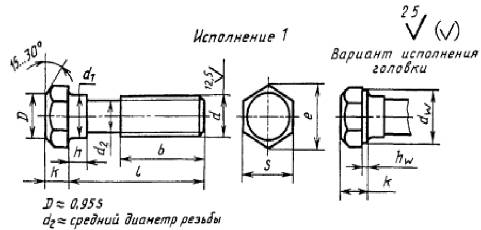
Болт ГОСТ 15590-70 имеет уменьшенную шестигранную головку и направляющий подголовник.
Нужна консультация?
Оставьте свой номер телефона, консультант Вам перезвонит!Мы работаем с 9.00 до 18.00 в будни

Реклама
 Порядок разработки нормативов допустимых сбросов в водные объекты www.ctixi-love.ru © 2012-2016
Порядок разработки нормативов допустимых сбросов в водные объекты www.ctixi-love.ru © 2012-2016
Каждый дом, где обитает любовь и гостит дружба, - это и в самом деле дом, то есть единственный приют, ибо в нем отдыхает сердце.